After selecting various types of alloys for different processed materials, the brand should also be selected according to the processing parameters. Generally speaking, the surface quality of the workpiece should be considered for finishing processing, that is, surface accuracy. During processing, the cutting speed is fast, the depth of cutting is small, the amount of cutting is small, the vibration is small, and the impact is small. It is required that the alloy has good wear resistance, high hardness, followed by strength and toughness, so the alloy with fine grain, high titanium content, and low cobalt content should be selected; The semi finishing wear resistance and strength toughness are moderate, and the alloy with medium particle tungsten carbide, medium Ti content and medium CO content is selected; Rough machining has large cutting depth, large cutting amount, slow cutting speed, large vibration and large impact, so it is emphasized that the impact resistance of the blade is better, followed by the wear resistance. Coarse grained tungsten carbide, alloys with low Ti content and high CO content should be selected.

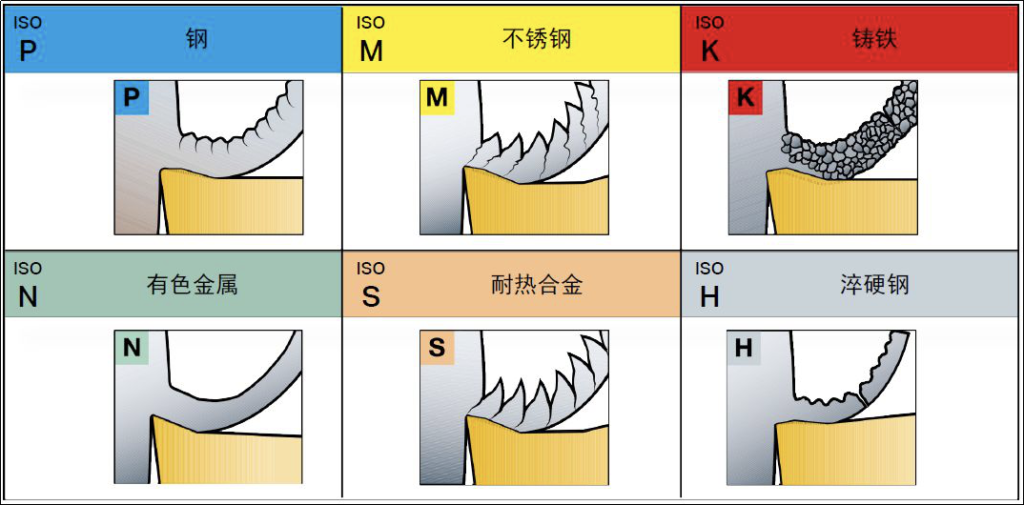
The brand is designed according to the cutting requirements. The machinability of different processed materials is different. Carbon steel has good plasticity and toughness, and the chips are not easy to break. The chips are discharged from the rake face, causing strong crater wear on the rake face. Therefore, for the cutting of steel, we should choose cemented carbide that resists crater wear. Tic and TAC (NBC) have good anti crater wear effect, so the brand of cutting steel contains tic, TAC (NBC) generally does not choose the brand containing TAC (NBC) for cutting carbon steel due to the increased cost. TAC (NBC) can not only resist crescent wear, but also improve the thermal shock resistance of the alloy. Therefore, the alloy containing TAC (NBC) has good high temperature performance. When machining M-type alloy, due to serious work hardening, large cutting resistance and high cutting temperature, the alloy containing TAC (NBC) should be selected; For brittle materials such as cast iron, the chips are in the form of chipping or powder, and the wear of the rake face is not large, mainly the wear of the rear face. The machining characteristics of brittle materials are that the cutting force and cutting heat are concentrated near the cutting edge, so that the load on the cutting edge is very heavy, and it is easy to cause wear and chipping. Generally, tungsten cobalt alloys are selected. Because the alloys containing tic are relatively brittle, W-Co alloys are stronger and more ductile than w-co-ti alloys