
El mecanizado complejo de agujeros profundos se está volviendo cada vez más desafiante. Las piezas a menudo requieren características adicionales, como acabados de orificios muy pequeños, cámaras internas, variaciones de diámetro de orificios, contornos, ranuras, roscas y orientaciones de orificios variables. La obtención eficiente de orificios de tolerancia tan estrecha requiere no solo una amplia experiencia y recursos de I+D, sino también capacidades de ingeniería, instalaciones de aplicación y una participación sustancial del cliente.
Mecanizado de agujeros profundos (DHM)
es un campo de mecanizado dominado por herramientas diseñadas para aplicaciones existentes. El mecanizado de agujeros profundos está involucrado en muchas industrias diferentes, pero las más utilizadas son las industrias energética y aeroespacial. Al principio, algunas características de piezas de agujeros profundos a menudo parecen imposibles de formar, pero las soluciones de herramientas especiales diseñadas por expertos no solo resuelven los problemas del proceso, sino que también aseguran que se ejecuten de una manera que se caracteriza por una alta eficiencia y sin errores. -La creciente demanda de agujeros complejos y la urgente necesidad de reducir los tiempos de mecanizado ha llevado al desarrollo de modernas técnicas de mecanizado de agujeros profundos. El taladrado de agujeros profundos ha sido un método eficaz de mecanizado con herramientas de carburo durante décadas, pero el taladrado de fondo está empezando a convertirse en un cuello de botella.
Hoy en día, el éxito en esta área de mecanizado a menudo se basa en una combinación de elementos de herramientas estándar y especializados que han sido diseñados como herramientas de mecanizado de agujeros profundos especializadas. Estas herramientas cuentan con un mango extendido de alta precisión con características de soporte y un escariador integrado, combinado con las últimas geometrías de vanguardia y calidades de plaquita, así como un control eficiente del refrigerante y la viruta, para lograr la mayor penetración y obtener los resultados de alta calidad que desea. necesidad con la seguridad del proceso.
Cuando la profundidad del agujero excede 10 veces el diámetro del agujero, el agujero mecanizado generalmente se considera muy profundo. Se requieren técnicas especiales para orificios de hasta 300 diámetros de profundidad y se pueden perforar con sistemas de tubería simple o doble. El largo proceso de mecanizado hasta el fondo de estos orificios requiere cinemática especializada, configuración de herramientas y el filo de corte correcto para completar las cámaras, ranuras, roscas y cavidades. La tecnología de placas de soporte es otro campo importante, y también es muy importante en la perforación de pozos profundos. Ahora también está logrando grandes avances como parte de la tecnología de mecanizado de agujeros profundos. Estos incluyen cuchillos calificados para este campo que ofrecen un mayor rendimiento.
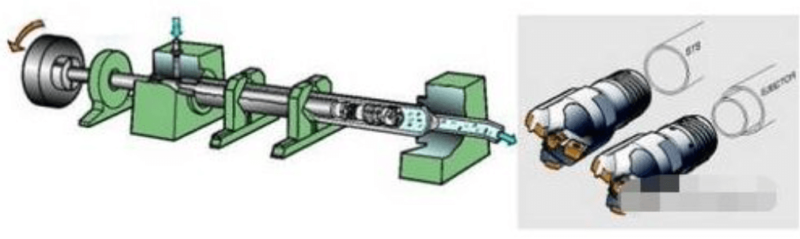
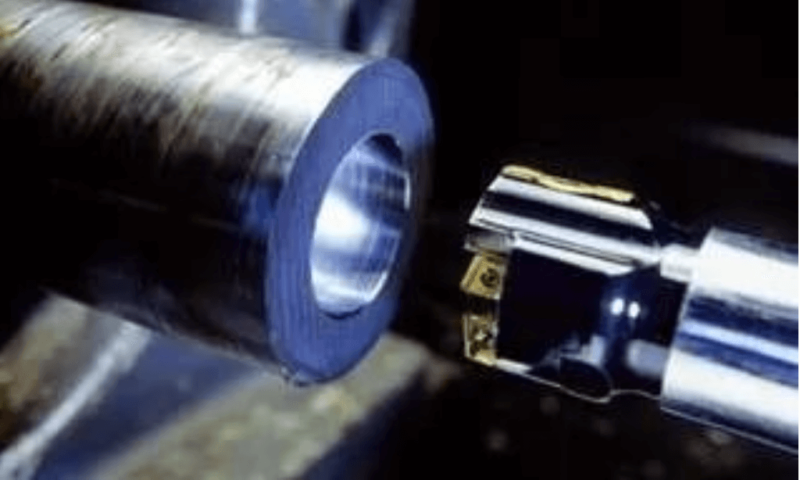
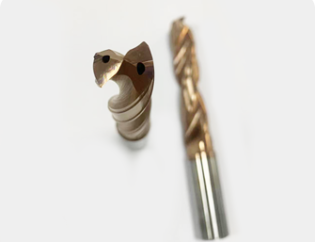
Fig. 2 En el procesamiento de orificios profundos, los orificios de diámetro pequeño por debajo de 1 mm se procesan con brocas de pistola de carburo, pero para orificios de 15 mm y superiores, generalmente se utilizan brocas con bordes para soldar, y para orificios de 25 mm y superiores, se utilizan brocas rotativas. Los taladros de hoja de broca pueden realizar estas operaciones de manera muy eficiente tanto en el sistema de tubería única como en el sistema de tubería doble con eyector. Los centros globales de Drillstar para el mecanizado de orificios profundos brindan recursos de desarrollo, diseño y prueba para desarrollar procesos de piezas en la industria. Además de las aplicaciones de bajo volumen, el centro trabaja en estrecha colaboración con industrias que exigen una mayor producción de piezas y tocan una pequeña cantidad de orificios de alta calidad, como intercambiadores de calor y palanquillas.
Oportunidades artesanales
Los requisitos de fabricación actuales requieren soluciones de mecanizado de agujeros profundos que son completamente diferentes del taladrado de agujeros profundos (al que sigue una operación de mandrinado de un solo filo posterior, que a menudo tiene que realizarse en otras máquinas). Incluso en máquinas multitarea, este método es necesario para una sola configuración. Por ejemplo, para mecanizar un agujero de varios metros de profundidad, cuyo diámetro es de unos 100 mm, se debe roscar un extremo, y la cámara interior que penetra en el agujero tiene un diámetro mayor. Por lo general, cuando se completa la perforación, después de mover la pieza al torno, estas características se agregan al orificio a través del proceso de perforación. El mecanizado de agujeros profundos ahora combina la capacidad de una herramienta para realizar operaciones posteriores sin las limitaciones de los ajustes de la máquina. En cambio, esta nueva tecnología de herramientas ha ampliado sus capacidades operativas para mecanizar de manera más eficiente estas características exigentes dentro de restricciones más estrictas.
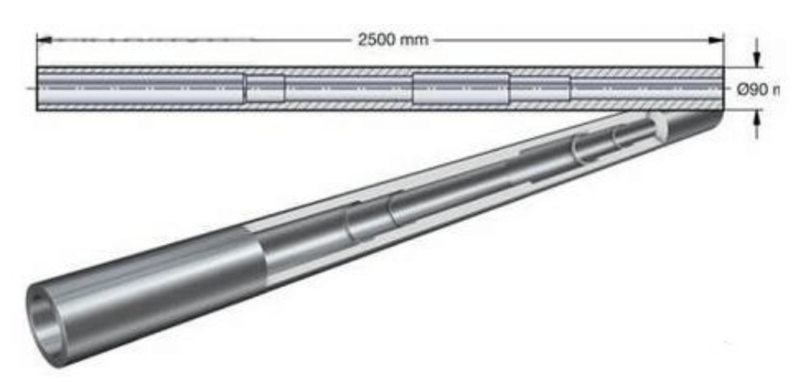
Un ejemplo de mecanizado de características eficiente utilizando técnicas de mecanizado de agujeros profundos son las piezas de exploración petrolera. Estas piezas miden alrededor de 2,5 m de largo y tienen algunas características complejas con tolerancias estrictas. Para lograr tolerancias estrechas y un excelente acabado superficial, la solución de la herramienta implicó primero perforar un orificio de 90 mm de diámetro y luego terminar con un escariador flotante. A continuación, se escarió el orificio de 115 mm de diámetro y se escarió hasta una profundidad de 1,5 m. El otro tabique entra en el orificio aproximadamente a la mitad, y luego también se escaria y escaria, y se termina con un biselado. Finalmente, se realiza el mandrinado y el escariado para crear dos cámaras internas achaflanadas (también escariadas al tamaño final).
La herramienta especial de mecanizado de agujeros profundos del centro global de mecanizado de agujeros profundos ofrece una solución de eliminación no estándar adecuada para esta parte de la industria energética. El tiempo de corte se amplió de más de 30 horas a 7,5 horas. Esta solución personalizada de manejo de herramientas proporciona las tolerancias estrictas y el acabado superficial necesarios en un orificio relativamente complejo. El proceso consiste en la perforación de un orificio profundo y el acabado con un tope de escariador flotante. Después de alcanzar una profundidad de 1,5 m, se detuvo el escariado y escariado del orificio de 115 mm de diámetro. Luego deje de escariar y escariar y bisele la parte más corta en el otro agujero profundo. Finalmente, deje de taladrar y escariar para crear dos cámaras biseladas (también escariadas al tamaño final).
En el mecanizado convencional, esta pieza tarda más de 30 horas en completarse en la máquina. Una solución de mecanizado de agujeros profundos con una herramienta dedicada reduce el tiempo a 7,5 horas.
Mejora de la eficiencia
Completamente diferente de la sujeción multioperación, el uso de la tecnología de mecanizado de agujeros profundos también puede mejorar la eficiencia de producción en lotes grandes. No es de extrañar que el tiempo de corte se reduzca en 80%. Un ejemplo de una capacidad comprobada es el conocimiento en el diseño de herramientas e insertos para maximizar la seguridad de la carga del filo. El balanceo de carga y la acción de corte optimizada en el número óptimo de insertos permiten tasas de penetración más altas, lo que resulta en tiempos de mecanizado más cortos. En términos de precisión, las tolerancias pequeñas son la especialidad del mecanizado de agujeros profundos, donde 70% de los agujeros tienen un diámetro interior concéntrico, con una tolerancia típica de 0,2 mm y una tolerancia de diámetro de 20 micras.
Agujero profundo fuera de la línea central
Otro ejemplo del alto conocimiento de herramientas y aplicaciones requerido para la perforación de orificios es el mecanizado de orificios muy profundos en ejes de generadores en centrales eléctricas. En este caso, el experto en la industria de generación de energía DrillStar debe procesar 90 toneladas de piezas de acero forjado de forma asimétrica con respecto a la línea central del eje, en el que el orificio tiene cerca de 5,5 m de largo, poco más de 100 mm de diámetro. Dichos orificios profundos deben taladrarse en un cierto ángulo y la tolerancia de posición debe estar dentro de los 8 mm al retirarse.
La dirección de taladrado, la rotura y evacuación de la viruta y la ausencia absoluta de chatarra del eje premecanizado son fundamentales para esta aplicación. La solución de herramientas incluye un taladro especial y una nueva placa de soporte. Se realizaron pruebas de perforación antes de la aplicación en los ejes, que demostraron ser más eficientes y confiables, y la posición de salida estaba dentro de los 2,5 mm del objetivo.
En muchos casos, el uso de técnicas modernas de fabricación de orificios ha mostrado reducciones significativas en el tiempo de mecanizado, de muchas horas a menos de una hora, y ha hecho que muchas características complejas sean mecanizables.










cần mua bộ dụng cụ gia công lỗ sâu Ф 100mm
Good morning, sir., I’m Morison LIU, the sales manager of AG carbide company, a Chinese gun drill and machine tool manufacturer. I’m glad to receive your message. What is your email or WhatsApp address? I can tell you more about the product.