
L'usinage complexe de trous profonds devient de plus en plus difficile. Les pièces nécessitent souvent des fonctionnalités supplémentaires telles que des finitions de trous très petites, des chambres intérieures, des variations de diamètre de trou, des contours, des rainures, des filetages et des orientations de trou variables. L'obtention efficace de trous de tolérance aussi serrés nécessite non seulement une expérience et des ressources de R&D étendues, mais également des capacités d'ingénierie, des installations d'application et une implication importante des clients.
Usinage de trous profonds (DHM)
est un domaine d'usinage dominé par des outils conçus pour des applications existantes. L'usinage de trous profonds est impliqué dans de nombreuses industries différentes, mais les plus largement utilisées sont les industries de l'énergie et de l'aérospatiale. Au début, certaines caractéristiques des pièces à trous profonds semblent souvent impossibles à former, mais des solutions d'outils spéciales conçues par des experts non seulement résolvent les problèmes de processus, mais garantissent également qu'elles sont exécutées d'une manière caractérisée par une efficacité élevée et sans erreur. -la demande croissante de trous complexes et le besoin urgent de réduire les temps d'usinage ont conduit au développement de techniques modernes d'usinage de trous profonds. Le forage de trous profonds est une méthode efficace d'usinage avec des outils en carbure depuis des décennies, mais l'alésage de fond commence à apparaître comme un goulot d'étranglement.
Aujourd'hui, le succès dans ce domaine de l'usinage repose souvent sur un mélange d'éléments d'outils standard et spécialisés qui ont une expérience conçue comme des outils d'usinage spécialisés pour trous profonds. Ces outils disposent d'une tige allongée de haute précision avec des fonctions de support et d'un alésoir intégré, combinés avec les dernières géométries de pointe et nuances de plaquette, ainsi qu'un contrôle efficace du liquide de refroidissement et des copeaux, pour la pénétration la plus élevée et obtenez les résultats de haute qualité que vous besoin avec la sécurité des processus.
Lorsque la profondeur du trou dépasse 10 fois le diamètre du trou, le trou usiné est généralement considéré comme très profond. Des techniques spéciales sont nécessaires pour des trous aussi profonds que 300 de diamètre et peuvent être forés avec des systèmes à un ou deux tuyaux. Le long processus d'usinage jusqu'au fond de ces trous nécessite une cinématique spécialisée, une configuration d'outil et le bon tranchant pour compléter les chambres, les rainures, les filetages et les cavités. La technologie des plaques de support est un autre domaine important, et elle est également très importante dans le forage de trous profonds. Maintenant, il fait également de grands progrès dans le cadre de la technologie d'usinage de trous profonds. Il s'agit notamment de couteaux qualifiés pour ce domaine qui offrent des performances supérieures.
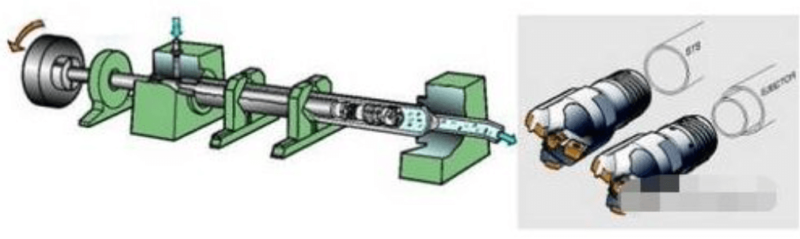
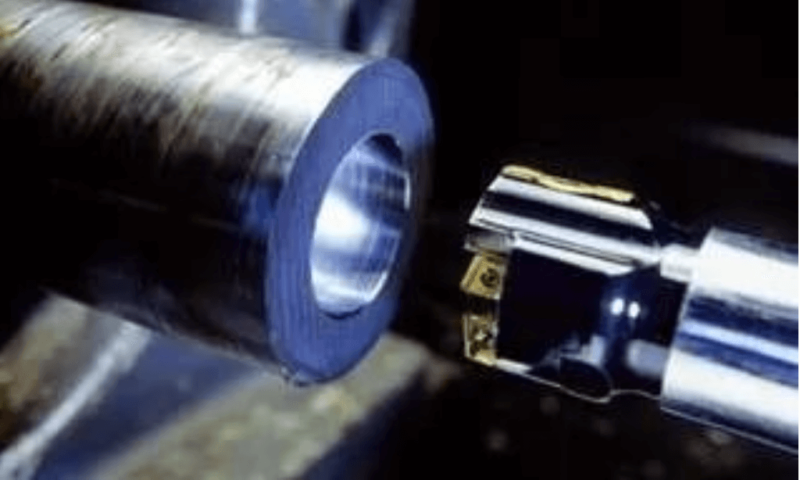
Fig. 2 Dans le traitement des trous profonds, les trous de petit diamètre inférieurs à 1 mm sont traités par des forets à pistolet en carbure, mais pour les trous de 15 mm et plus, des forets à bord soudé sont généralement utilisés, et pour les trous de 25 mm et plus, des forets rotatifs sont utilisés. Les perceuses à lame peuvent effectuer ces opérations de manière très efficace dans le système à un seul tube et le système à double tube Ejector. Les centres mondiaux Drillstar pour l'usinage de trous profonds fournissent des ressources de développement, de conception et de test pour le développement de processus de pièces dans l'industrie. En plus des applications à faible volume, le centre travaille en étroite collaboration avec les industries qui exigent une production de pièces plus élevée et touchent un petit nombre de trous de haute qualité, tels que les échangeurs de chaleur et les billettes.
Opportunités d'artisanat
Les exigences de fabrication d'aujourd'hui exigent des solutions d'usinage de trous profonds complètement différentes du perçage profond (qui est suivi d'une opération ultérieure d'alésage à une arête, qui doit souvent être effectuée sur d'autres machines). Même sur les machines multitâches, cette méthode est requise pour une configuration unique. Par exemple, pour usiner un trou de plusieurs mètres de profondeur, dont le diamètre est d'environ 100 mm, une extrémité doit être filetée, et la chambre intérieure qui pénètre dans le trou a un diamètre plus important. Habituellement, lorsque le perçage est terminé, une fois la pièce déplacée vers le tour, ces caractéristiques sont ensuite ajoutées au trou tout au long du processus d'alésage. L'usinage de trous profonds combine désormais la capacité d'un outil à effectuer des opérations ultérieures sans les limitations des réglages de la machine. Cette nouvelle technologie d'outil a plutôt élargi ses capacités opérationnelles pour usiner plus efficacement ces fonctions exigeantes dans des contraintes plus strictes.
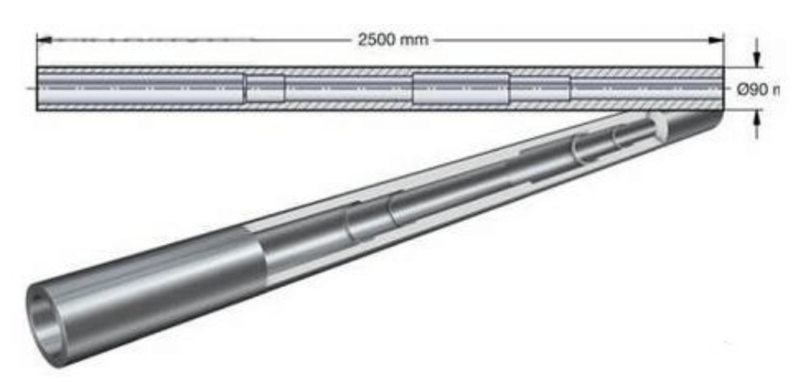
Les pièces d'exploration pétrolière sont un exemple d'usinage efficace de fonctions utilisant des techniques d'usinage de trous profonds. Ces pièces mesurent environ 2,5 m de long et présentent des caractéristiques complexes avec des tolérances serrées. Pour obtenir des tolérances serrées et une excellente finition de surface, la solution d'outil consistait d'abord à percer un trou de 90 mm de diamètre, suivi d'une finition avec un alésoir flottant. Le trou de 115 mm de diamètre a ensuite été alésé et alésé à une profondeur de 1,5 m. L'autre cloison pénètre dans le trou à peu près à mi-chemin, puis est également alésée et alésée, et finie par chanfreinage. Enfin, un alésage et un alésage sont effectués pour créer deux chambres intérieures qui sont chanfreinées (également alésées à la taille finale).
L'outil spécial d'usinage de trous profonds du centre mondial d'usinage de trous profonds apporte une solution d'élimination non standard adaptée à cette pièce de l'industrie électrique. Le temps de coupe est passé de plus de 30 heures à 7,5 heures. Cette solution de manipulation d'outils personnalisée fournit les tolérances serrées et la finition de surface requises dans un trou relativement complexe. Le processus consiste en un forage de trou profond et une finition avec une butée d'alésoir flottante. Après avoir atteint une profondeur de 1,5 m, l'alésage et l'alésage du trou de 115 mm de diamètre ont été arrêtés. Arrêtez ensuite d'aléser et d'aléser et chanfreinez la partie la plus courte dans l'autre trou profond. Enfin, arrêtez d'aléser et d'aléser pour créer deux chambres qui sont chanfreinées (également alésées à la taille finale).
En usinage conventionnel, cette pièce prend plus de 30 heures à réaliser sur la machine. Une solution d'usinage de trous profonds avec un outil dédié réduit le temps à 7,5 heures.
Amélioration de l'efficacité
Complètement différente du serrage multi-opérations, l'utilisation de la technologie d'usinage de trous profonds peut également améliorer l'efficacité de la production en grandes séries. Il n'est pas surprenant que le temps de coupe soit réduit de 80%. Un exemple de capacité éprouvée est le savoir-faire dans la conception d'outils et de plaquettes pour maximiser la sécurité des charges de pointe. L'équilibrage de la charge et l'action de coupe optimisée sur le nombre optimal de plaquettes permettent des taux de pénétration plus élevés, ce qui réduit les temps d'usinage. En termes de précision, les petites tolérances sont la spécialité de l'usinage de trous profonds, où 70% des trous ont un diamètre intérieur concentrique, avec une tolérance typique de 0,2 mm et une tolérance de diamètre de 20 microns.
Trou profond hors de l'axe
Un autre exemple du savoir-faire élevé en matière d'outils et d'applications requis pour le perçage de trous est l'usinage de trous très profonds dans les arbres de générateurs des centrales électriques. Dans ce cas, l'expert de l'industrie de la production d'énergie DrillStar doit traiter 90 tonnes de pièces en acier forgé de manière asymétrique par rapport à l'axe de l'arbre, dans lequel le trou mesure près de 5,5 m de long et un peu plus de 100 mm de diamètre. Ces trous profonds doivent être percés à un certain angle et la tolérance de position doit être inférieure à 8 mm lors du retrait.
Le sens de perçage, le bris et l'évacuation des copeaux, ainsi que l'absence absolue de rebut de l'arbre pré-usiné sont critiques pour cette application. La solution d'outils comprend un foret spécial et une nouvelle plaque de support. Des tests de forage ont été effectués avant l'application sur les puits, ce qui s'est avéré plus efficace et fiable - et la position de sortie était à moins de 2,5 mm de la cible.
Dans de nombreux cas, l'utilisation de techniques modernes de perçage a permis de réduire considérablement le temps d'usinage – de plusieurs heures à moins d'une heure – et de rendre usinables de nombreuses caractéristiques complexes.










cần mua bộ dụng cụ gia công lỗ sâu Ф 100mm
Good morning, sir., I’m Morison LIU, the sales manager of AG carbide company, a Chinese gun drill and machine tool manufacturer. I’m glad to receive your message. What is your email or WhatsApp address? I can tell you more about the product.