




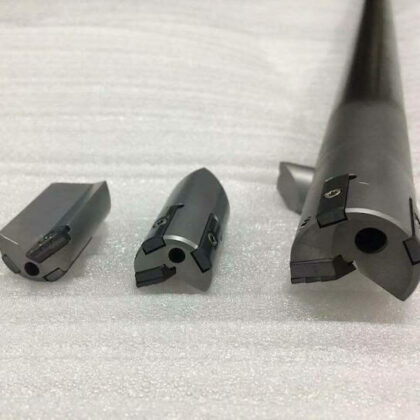
Les forets à pistolet en carbure monobloc
DIAMÈTRES DE 0,0393" (1,0 MM) À 0,4375" (11,1 MM)
LONGUEURS DE COUPE DE 5” (127 MM) – 14.17” (360MM)
L'avantage d'éliminer le joint de brasage à la transition de la pointe et du tube se traduit par un outil plus rigide permettant un métrage de surface et des vitesses d'alimentation plus rapides sur les forets de petit diamètre.
Avantages :
- Plus de force et de rigidité
- Meilleure durée de vie de l'outil
- Productivité maximale et taux de pénétration plus élevés
- LES DÉLAIS LES PLUS COURTS DE L'INDUSTRIE !
Prise en charge des forets à flûte en carbure monobloc de plus grande longueur
Bien que les perceuses à pistolet à flûte solide soient plus striées que leurs homologues à pointe en carbure / flûte tubulaire, elles sont sensibles aux problèmes de vibration et de flexion similaires présents avec les perceuses à pistolet traditionnelles utilisées sur les tours et fraiseuses conventionnels et CNC sans support (s). Les perceuses à pistolet dédiées utilisent une boîte à copeaux et un ou plusieurs supports de flûte intermédiaires pour assurer la stabilité de la perceuse à pistolet long.
Une "règle empirique" générale lors de l'utilisation de perceuses à pistolet sur des machines conventionnelles est qu'avec des profondeurs de perçage supérieures à 50 fois le diamètre de la perceuse, la section de cannelure d'une perceuse à pistolet devra être soutenue pour minimiser les vibrations et autres contraintes d'une cannelure longue et déséquilibrée. section. Le plus souvent, tout type de support mécanique n'est pas pratique sur ces machines, donc une solution plus raisonnable consiste à utiliser d'abord un foret plus court. Le trou percé par le foret le plus court supportera la flûte du foret le plus long. Bien que cette pratique soit courante et souvent suggérée pour les perceuses à flûte tubulaire, la même chose est rarement appliquée aux perceuses à flûte pleine car les perceuses ne semblent pas être aussi longues. Cependant, une profondeur de coupe de 7″ possible avec un foret à flûte solide de 10″ de longueur totale à un diamètre de 0,070″ est de 100 diamètres de profondeur ! Le même multiplicateur pour un foret de 0,250″ serait une profondeur de coupe de 25″ ! Personne ne s'attendrait à ce qu'un foret de 0,250″ coupe à cette profondeur sans support. Même sur une perceuse à pistolet, la section de flûte d'une perceuse à pistolet de 0,250″ doit être soutenue tous les 8 à 16″ selon la vitesse de la broche.
Le tableau suivant illustre les maximums suggérés (diamètre 50x) pour les forets à flûte en carbure monobloc avant d'utiliser un deuxième foret à pistolet pour compléter la profondeur totale. Les perceuses à pistolet à flûte solide inférieures à 0,062″ sont fabriquées avec des tiges de 5″ à 6,3″ de long qui limitent les applications à des profondeurs de forage jusqu'à environ 50 fois le diamètre. Les forets à flûte en carbure monobloc de plus de 0,062″ et plus sont disponibles jusqu'à 11,5″ + longueur totale avec un tournevis standard de 1,5″ de long, donc un foret plus court / foret plus long doit être envisagé pour les profondeurs de perçage supérieures à 50 x diamètre.



Avis
Il n’y a pas encore d’avis.