
जटिल डीप होल मशीनिंग अधिक से अधिक चुनौतीपूर्ण होती जा रही है। भागों को अक्सर अतिरिक्त सुविधाओं की आवश्यकता होती है जैसे कि बहुत छोटे छेद खत्म, आंतरिक कक्ष, छेद व्यास भिन्नताएं, आकृति, खांचे, धागे, और अलग-अलग छेद अभिविन्यास। इस तरह के कड़े सहिष्णुता छेद को कुशलतापूर्वक प्राप्त करने के लिए न केवल व्यापक अनुभव और आर एंड डी संसाधनों की आवश्यकता होती है, बल्कि इंजीनियरिंग क्षमताओं, आवेदन सुविधाओं और पर्याप्त ग्राहक भागीदारी की भी आवश्यकता होती है।
डीप होल मशीनिंग (डीएचएम)
मौजूदा अनुप्रयोगों के लिए डिज़ाइन किए गए उपकरणों का वर्चस्व वाला एक मशीनिंग क्षेत्र है। डीप होल मशीनिंग कई अलग-अलग उद्योगों में शामिल है, लेकिन सबसे व्यापक रूप से उपयोग किए जाने वाले ऊर्जा और एयरोस्पेस उद्योग हैं। सबसे पहले, कुछ गहरे छेद वाले हिस्से की विशेषताएं अक्सर असंभव लगती हैं, लेकिन विशेषज्ञों द्वारा डिज़ाइन किए गए विशेष उपकरण समाधान न केवल प्रक्रिया की समस्याओं को हल करते हैं, बल्कि यह भी सुनिश्चित करते हैं कि उन्हें उच्च दक्षता और त्रुटि-मुक्त तरीके से निष्पादित किया जाता है। हमेशा -जटिल छिद्रों की बढ़ती मांग और मशीनिंग समय को कम करने की तत्काल आवश्यकता ने आधुनिक डीप होल मशीनिंग तकनीकों का विकास किया है। डीप होल ड्रिलिंग दशकों से कार्बाइड टूल्स के साथ मशीनिंग का एक कुशल तरीका रहा है, लेकिन बॉटम होल बोरिंग एक अड़चन के रूप में उभरने लगा है।
आज, मशीनिंग के इस क्षेत्र में सफलता अक्सर मानक और विशेष उपकरण तत्वों के मिश्रण पर आधारित होती है जिनके पास विशेष डीप-होल मशीनिंग टूल के रूप में डिज़ाइन किया गया अनुभव होता है। इन उपकरणों में समर्थन सुविधाओं के साथ एक विस्तारित, उच्च-सटीक टांग और एक एकीकृत रीमर, नवीनतम अत्याधुनिक ज्यामिति और सम्मिलित ग्रेड के साथ-साथ कुशल शीतलक और चिप नियंत्रण, उच्चतम पैठ के लिए और उच्च गुणवत्ता वाले परिणाम प्राप्त करने की सुविधा है। प्रक्रिया सुरक्षा के साथ की जरूरत है।
जब छेद की गहराई छेद के व्यास के 10 गुना से अधिक हो जाती है, तो मशीनी छेद को आमतौर पर बहुत गहरा माना जाता है। 300 व्यास जितना गहरा छेद करने के लिए विशेष तकनीकों की आवश्यकता होती है और इसे सिंगल या डबल पाइप सिस्टम से ड्रिल किया जा सकता है। इन छेदों के नीचे तक मशीनिंग की लंबी प्रक्रिया के लिए विशेष किनेमेटिक्स, उपकरण विन्यास, और कक्षों, खांचे, धागे और गुहाओं को पूरा करने के लिए सही अत्याधुनिक की आवश्यकता होती है। सपोर्ट प्लेट तकनीक एक और महत्वपूर्ण क्षेत्र है, और यह डीप होल ड्रिलिंग में भी बहुत महत्वपूर्ण है। अब यह डीप होल मशीनिंग तकनीक के हिस्से के रूप में भी काफी प्रगति कर रहा है। इनमें इस क्षेत्र के लिए योग्य चाकू शामिल हैं जो उच्च प्रदर्शन प्रदान करते हैं।
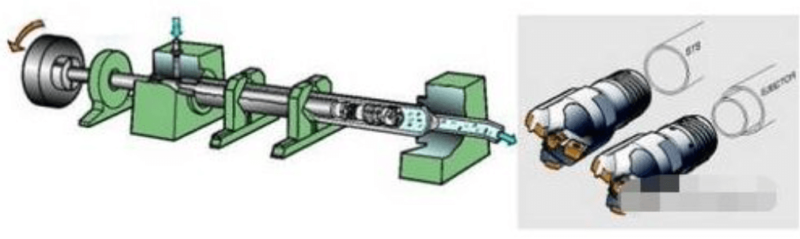
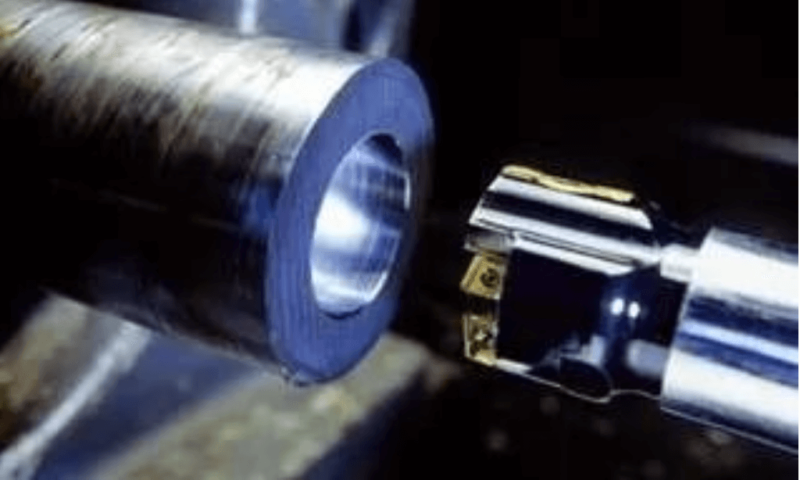
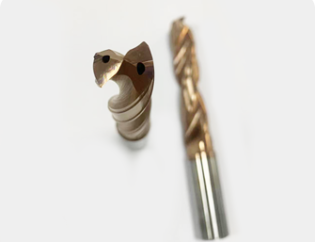
अंजीर। 2 डीप होल प्रोसेसिंग में, 1 मिमी से नीचे के छोटे व्यास के छेद को कार्बाइड गन ड्रिल द्वारा संसाधित किया जाता है, लेकिन 15 मिमी और उससे अधिक के छेद के लिए, वेल्डिंग-एज ड्रिल का आमतौर पर उपयोग किया जाता है, और 25 मिमी और उससे अधिक के छेद के लिए, रोटरी ड्रिल का उपयोग किया जाता है। बिट-ब्लेड ड्रिल इन कार्यों को सिंगल-पाइप सिस्टम और इजेक्टर डबल-पाइप सिस्टम दोनों में बहुत कुशलता से कर सकते हैं। डीप होल मशीनिंग के लिए ड्रिलस्टार वैश्विक केंद्र उद्योग में भाग प्रक्रियाओं को विकसित करने के लिए विकास, डिजाइन और परीक्षण संसाधन प्रदान करते हैं। कम मात्रा वाले अनुप्रयोगों के अलावा, केंद्र उन उद्योगों के साथ मिलकर काम करता है जो उच्च भाग उत्पादन की मांग करते हैं और उच्च गुणवत्ता वाले छेदों की एक छोटी संख्या को छूते हैं, जैसे कि हीट एक्सचेंजर्स और बिलेट।
शिल्प के अवसर
आज की निर्माण आवश्यकताओं के लिए डीप-होल मशीनिंग समाधानों की आवश्यकता होती है जो डीप-होल ड्रिलिंग से पूरी तरह से अलग होते हैं (जिसके बाद बाद में सिंगल-एज बोरिंग ऑपरेशन होता है, जिसे अक्सर अन्य मशीनों पर करना पड़ता है)। मल्टीटास्किंग मशीनों पर भी, एकल सेटअप के लिए इस पद्धति की आवश्यकता होती है। उदाहरण के लिए, कई मीटर गहरे एक छेद को मशीन करने के लिए, जिसका व्यास लगभग 100 मिमी है, एक छोर को पिरोया जाना चाहिए, और छेद में प्रवेश करने वाले आंतरिक कक्ष का व्यास बड़ा होता है। आमतौर पर, जब ड्रिलिंग पूरी हो जाती है, तो भाग को खराद में ले जाने के बाद, इन सुविधाओं को फिर बोरिंग प्रक्रिया के माध्यम से छेद में जोड़ा जाता है। डीप होल मशीनिंग अब मशीन समायोजन की सीमाओं के बिना बाद के संचालन करने के लिए एक उपकरण की क्षमता को जोड़ती है। इस नई उपकरण तकनीक ने इसके बजाय अपनी परिचालन क्षमताओं को और अधिक कुशलता से इन मांग सुविधाओं को सख्त बाधाओं के भीतर मशीन करने के लिए विस्तृत किया है।
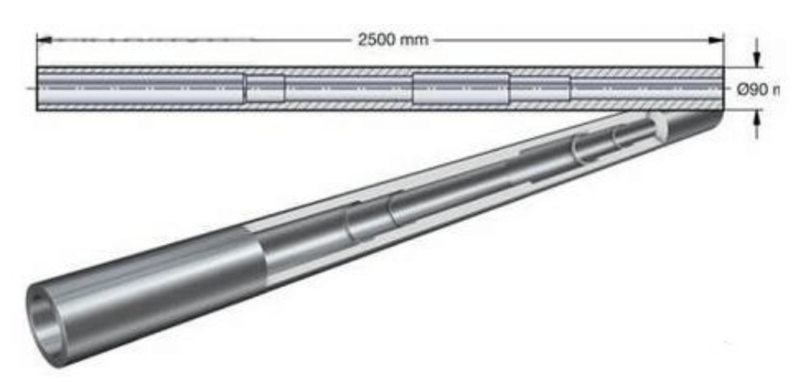
डीप होल मशीनिंग तकनीकों का उपयोग करते हुए कुशल फीचर मशीनिंग का एक उदाहरण तेल अन्वेषण भाग है। इस तरह के हिस्से लगभग 2.5 मीटर लंबे होते हैं और इनमें सख्त सहनशीलता के साथ कुछ जटिल विशेषताएं होती हैं। सख्त सहनशीलता और एक उत्कृष्ट सतह खत्म करने के लिए, उपकरण समाधान में पहले 90 मिमी व्यास छेद ड्रिलिंग शामिल था, इसके बाद एक फ्लोटिंग रीमर के साथ खत्म किया गया। 115 मिमी व्यास के छेद को फिर से बनाया गया और 1.5 मीटर की गहराई तक फिर से बनाया गया। दूसरा विभाजन लगभग आधे रास्ते में छेद में चला जाता है, और फिर इसे भी फिर से तैयार किया जाता है, और चम्फरिंग द्वारा समाप्त किया जाता है। अंत में, दो आंतरिक कक्षों को बनाने के लिए उबाऊ और रीमिंग किया जाता है जो चम्फर्ड होते हैं (जिसे तैयार आकार में भी बदल दिया जाता है)।
डीप होल मशीनिंग ग्लोबल सेंटर का विशेष डीप होल मशीनिंग टूल इस बिजली उद्योग के हिस्से के लिए उपयुक्त एक गैर-मानक निपटान समाधान लाता है। काटने का समय 30 घंटे से अधिक से बढ़ाकर 7.5 घंटे कर दिया गया था। यह कस्टम टूल हैंडलिंग समाधान अपेक्षाकृत जटिल छेद में आवश्यक सख्त सहनशीलता और सतह खत्म प्रदान करता है। इस प्रक्रिया में एक डीप होल ड्रिलिंग और फ्लोटिंग रीमर स्टॉप के साथ फिनिशिंग शामिल है। 1.5 मीटर की गहराई तक पहुंचने के बाद, 115 मिमी व्यास के छेद की रीमिंग और रीमिंग को रोक दिया गया। फिर रीम करना और रीम करना बंद करें और छोटे हिस्से को दूसरे गहरे छेद में डालें। अंत में, बोरिंग बंद करो और रीमिंग दो कक्ष बनाएं जो चम्फर्ड हैं (समाप्त आकार के लिए भी)।
पारंपरिक मशीनिंग में, इस हिस्से को मशीन पर पूरा होने में 30 घंटे से अधिक समय लगता है। एक समर्पित उपकरण के साथ एक डीप होल मशीनिंग समाधान समय को 7.5 घंटे तक कम कर देता है।
दक्षता में सुधार
मल्टी-ऑपरेशन क्लैम्पिंग से पूरी तरह से अलग, डीप होल मशीनिंग तकनीक का उपयोग बड़े बैचों में उत्पादन क्षमता में भी सुधार कर सकता है। यह आश्चर्य की बात नहीं है कि काटने का समय 80% कम हो जाता है। एक सिद्ध क्षमता का एक उदाहरण अत्याधुनिक लोड सुरक्षा को अधिकतम करने के लिए टूल और इंसर्ट डिज़ाइन में जानकारी है। इंसर्ट की इष्टतम संख्या पर लोड संतुलन और अनुकूलित काटने की क्रिया उच्च प्रवेश दर की अनुमति देती है, जिसके परिणामस्वरूप कम मशीनिंग समय होता है। सटीकता के संदर्भ में, छोटी सहनशीलता गहरे छेद मशीनिंग की विशेषता है, जहां छेद के 70% में एक केंद्रित आंतरिक व्यास होता है, जिसमें 0.2 मिमी की सामान्य सहनशीलता और 20 माइक्रोन की व्यास सहनशीलता होती है।
केंद्र रेखा से गहरा छेद
छेद ड्रिलिंग के लिए आवश्यक उच्च उपकरण और अनुप्रयोग जानकारी का एक अन्य उदाहरण बिजली स्टेशनों में जनरेटर शाफ्ट में बहुत गहरे छेद की मशीनिंग है। इस मामले में, बिजली उत्पादन उद्योग विशेषज्ञ ड्रिलस्टार को 90 टन जाली इस्पात भागों को एक तरह से संसाधित करना चाहिए जो शाफ्ट केंद्र रेखा के लिए विषम है, जिसमें छेद 5.5 मीटर लंबा है, व्यास में केवल 100 मिमी से अधिक है। इस तरह के गहरे छेद को एक निश्चित कोण से ड्रिल किया जाना चाहिए, और वापस लेते समय स्थिति सहिष्णुता 8 मिमी के भीतर होनी चाहिए।
ड्रिलिंग दिशा, चिप ब्रेकिंग और निकासी, और पूर्व-मशीनीकृत शाफ्ट से स्क्रैप की पूर्ण अनुपस्थिति इस एप्लिकेशन के लिए महत्वपूर्ण है। उपकरण समाधान में एक विशेष ड्रिल और एक नई समर्थन प्लेट शामिल है। शाफ्ट पर आवेदन से पहले ड्रिलिंग परीक्षण किए गए, जो अधिक कुशल और विश्वसनीय साबित हुए - और निकास की स्थिति लक्ष्य के 2.5 मिमी के भीतर थी।
कई मामलों में आधुनिक छेद बनाने की तकनीकों के उपयोग ने मशीनिंग समय में महत्वपूर्ण कमी दिखाई है - कई घंटों से एक घंटे से भी कम समय तक - और कई जटिल सुविधाओं को मशीनी बना दिया है।










cần mua bộ dụng cụ gia công lỗ sâu Ф 100mm
Good morning, sir., I’m Morison LIU, the sales manager of AG carbide company, a Chinese gun drill and machine tool manufacturer. I’m glad to receive your message. What is your email or WhatsApp address? I can tell you more about the product.