




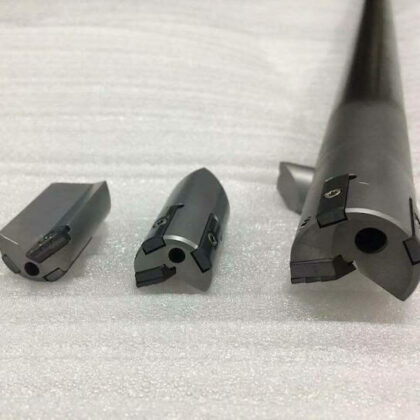
Latihan Senapan Karbida Padat
DIAMETER DARI .0393” (1,0 MM) SAMPAI 0,4375” (11,1 MM)
PANJANG POTONGAN DARI 5” (127 MM) – 14,17” (360MM)
The advantage of eliminating the braze joint at the tip and tube transition results in a more rigid tool allowing a faster surface footage and feed rates on small diameter gundrills.
Keuntungan:
- Lebih Banyak Kekuatan dan Kekakuan
- Kehidupan Alat yang Lebih Besar
- Produktivitas Maksimum dan Tingkat Penetrasi Lebih Tinggi
- LEAD TIME TERSingkat DI INDUSTRI!
Dukungan untuk Latihan Senapan Seruling Karbida Padat yang Lebih Panjang
Meskipun bor seruling padat lebih bergerigi daripada rekan seruling ujung karbida / tabungnya, mereka rentan terhadap getaran serupa dan masalah pelenturan yang ada pada bor pistol tradisional yang digunakan pada mesin bubut & penggilingan konvensional & CNC tanpa dukungan. Mesin bor senjata khusus menggunakan kotak chip dan penyangga seruling menengah untuk memberikan stabilitas bor senjata yang panjang.
"Aturan praktis" umum saat menggunakan bor senapan pada mesin konvensional adalah bahwa dengan kedalaman pengeboran lebih dari 50 kali diameter bor, bagian seruling bor senapan perlu didukung untuk meminimalkan getaran dan tekanan lain dari seruling yang panjang dan tidak seimbang. bagian. Paling sering, semua jenis dukungan mekanis tidak praktis pada mesin ini, oleh karena itu solusi yang lebih masuk akal adalah menggunakan bor yang lebih pendek terlebih dahulu. Lubang yang dibor oleh bor yang lebih pendek akan menopang seruling dari bor yang lebih panjang. Meskipun praktik ini umum dan sering disarankan untuk latihan pistol seruling tabung, hal yang sama jarang diterapkan pada latihan seruling padat karena latihannya tampaknya tidak terlalu lama. Namun, kedalaman pemotongan 7″ dimungkinkan dengan bor pistol seruling padat 10″ panjang keseluruhan pada diameter 0,070″ adalah kedalaman 100 diameter! Pengganda yang sama untuk bor .250″ akan menjadi kedalaman potongan 25″! Tidak ada yang akan mengharapkan satu, .250″ bor untuk memotong ke kedalaman itu tanpa dukungan. Bahkan pada mesin bor senapan, bagian seruling bor senapan .250″ harus ditopang setiap 8 hingga 16″ tergantung pada kecepatan spindel.
Bagan berikut menggambarkan maksimum yang disarankan (diameter 50x) untuk latihan meriam seruling karbida padat sebelum menggunakan bor meriam kedua untuk menyelesaikan kedalaman total. Bor seruling padat di bawah 0,062″ diproduksi dengan batang panjang 5″ hingga 6,3″ yang membatasi aplikasi untuk mengebor kedalaman hingga sekitar 50 kali diameter. Bor seruling karbida padat yang lebih besar dari 0,062″ dan lebih besar tersedia hingga 11,5″ + panjang keseluruhan dengan driver panjang 1,5″ standar, sehingga bor yang lebih pendek / bor yang lebih panjang harus dipertimbangkan untuk kedalaman pengeboran lebih dari 50 x diameter.



Ulasan
Belum ada ulasan.