




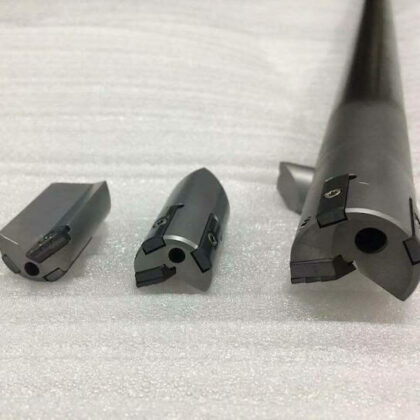
Твердосплавные ружейные сверла
ДИАМЕТР ОТ 0,0393” (1,0 ММ) ДО 0,4375” (11,1 ММ)
ДЛИНА РЕЗКИ ОТ 5” (127 ММ) – 14,17” (360 ММ)
Преимущество устранения паяного соединения на переходе наконечника и трубки приводит к более жесткому инструменту, позволяющему быстрее снимать поверхность и скорость подачи на ружейных сверлах малого диаметра.
Преимущества:
- Больше прочности и жесткости
- Увеличенный срок службы инструмента
- Максимальная производительность и более высокая скорость проходки
- САМЫЕ КРАТКИЕ СРОКИ В ОТРАСЛИ!
Опора для ружейных сверл с твердосплавными канавками большой длины
Несмотря на то, что ружейные сверла со сплошной канавкой более ребристые, чем их аналоги с твердосплавным наконечником/трубчатой канавкой, они подвержены тем же проблемам вибрации и изгиба, что и традиционные ружейные сверла, используемые на обычных токарных станках с ЧПУ и фрезерных станках без опоры(ов). В специализированных ружейных сверлильных станках используется ящик для стружки и промежуточные опоры для канавок, чтобы обеспечить длинную стабильность ружейного сверла.
Общее «эмпирическое правило» при использовании ружейных сверл на обычных станках заключается в том, что при глубине сверления, превышающей диаметр сверла в 50 раз, необходимо поддерживать секцию канавки ружейной дрели, чтобы свести к минимуму вибрацию и другие нагрузки от длинной несбалансированной канавки. раздел. Чаще всего любой тип механической поддержки на этих станках нецелесообразен, поэтому более разумным решением будет сначала использовать более короткое сверло. Отверстие, просверленное более коротким сверлом, будет поддерживать канавку более длинного сверла. Хотя эта практика распространена и часто рекомендуется для ружейных сверл с трубчатыми канавками, то же самое редко применяется к сверлам с цельными канавками, поскольку сверла не кажутся такими длинными. Однако возможная глубина резания 7 дюймов с помощью 10-дюймового ружейного сверла с цельной стружечной канавкой и диаметром 0,070 дюйма составляет 100 диаметров! Тот же множитель для сверла 0,250″ соответствует глубине резания 25″! Никто не ожидал, что одно сверло 0,250″ прорежет на такую глубину без поддержки. Даже на ружейном сверлильном станке секция канавки ружейного сверла .250″ должна поддерживаться через каждые 8–16 дюймов в зависимости от скорости вращения шпинделя.
На следующей диаграмме показаны рекомендуемые максимальные значения (диаметр 50x) для твердосплавных стружечных сверл до использования второго ружейного сверла для завершения общей глубины. Ружейные сверла со сплошной канавкой менее 0,062 дюйма изготавливаются со стержнями длиной от 5 до 6,3 дюймов, что ограничивает применение глубиной сверления примерно до 50-кратного диаметра. Сверла с твердосплавными канавками размером более 0,062 дюйма и больше доступны с общей длиной 11,5 дюймов + со стандартным приводом длиной 1,5 дюйма, поэтому для глубины сверления, превышающей 50 x диаметр, следует использовать более короткое сверло / более длинное сверло.



Отзывы
Отзывов пока нет.