
การตัดเฉือนรูลึกที่ซับซ้อนกำลังมีความท้าทายมากขึ้นเรื่อยๆ ชิ้นส่วนต่างๆ มักต้องการคุณสมบัติเพิ่มเติม เช่น ผิวสำเร็จของรูที่เล็กมาก ช่องภายใน เส้นผ่านศูนย์กลางของรูที่แปรผัน รูปทรง ร่อง เกลียว และทิศทางของรูที่แตกต่างกัน การได้รับรูที่มีพิกัดความเผื่อแน่นอย่างมีประสิทธิภาพนั้นไม่เพียงต้องอาศัยประสบการณ์และทรัพยากร R&D ที่กว้างขวางเท่านั้น แต่ยังต้องอาศัยความสามารถด้านวิศวกรรม สิ่งอำนวยความสะดวกในการใช้งาน และการมีส่วนร่วมของลูกค้าอย่างมาก
แมชชีนนิ่งรูลึก (DHM)
เป็นสาขาการตัดเฉือนที่มีเครื่องมือที่ออกแบบมาสำหรับการใช้งานที่มีอยู่ การตัดเฉือนรูลึกมีส่วนเกี่ยวข้องในอุตสาหกรรมต่างๆ มากมาย แต่อุตสาหกรรมด้านพลังงานและอวกาศที่ใช้กันอย่างแพร่หลายมากที่สุด ในตอนแรก ฟีเจอร์ของชิ้นส่วนรูลึกบางอย่างมักจะเป็นไปไม่ได้ที่จะสร้าง แต่โซลูชันเครื่องมือพิเศษที่ออกแบบโดยผู้เชี่ยวชาญ ไม่เพียงแต่แก้ปัญหาในกระบวนการเท่านั้น แต่ยังช่วยให้มั่นใจได้ว่าจะทำงานในลักษณะที่มีประสิทธิภาพสูงและปราศจากข้อผิดพลาดอีกด้วย - ความต้องการที่เพิ่มขึ้นสำหรับรูที่ซับซ้อนและความจำเป็นเร่งด่วนในการลดเวลาในการตัดเฉือนได้นำไปสู่การพัฒนาเทคนิคการตัดเฉือนรูลึกที่ทันสมัย การเจาะรูลึกเป็นวิธีที่มีประสิทธิภาพในการตัดเฉือนด้วยเครื่องมือคาร์ไบด์มานานหลายทศวรรษ แต่การคว้านรูด้านล่างเริ่มกลายเป็นปัญหาคอขวด
วันนี้ ความสำเร็จในด้านการตัดเฉือนด้านนี้มักเกิดจากการผสมผสานระหว่างองค์ประกอบเครื่องมือมาตรฐานและเครื่องมือพิเศษ ซึ่งมีประสบการณ์ในการออกแบบให้เป็นเครื่องมือตัดเฉือนรูลึกเฉพาะทาง เครื่องมือเหล่านี้มีด้ามยาวที่มีความแม่นยำสูงพร้อมคุณสมบัติรองรับและรีมเมอร์ในตัว รวมกับหน้าลายคมตัดและเกรดเม็ดมีดล่าสุด ตลอดจนการควบคุมน้ำหล่อเย็นและเศษที่มีประสิทธิภาพ เพื่อการเจาะสูงสุดและรับผลลัพธ์คุณภาพสูง ต้องการความปลอดภัยในกระบวนการ
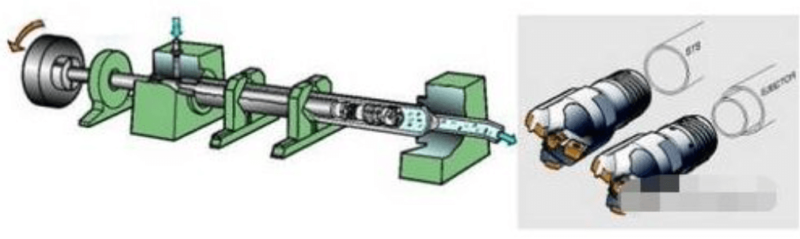
เมื่อความลึกของรูเกิน 10 เท่าของเส้นผ่านศูนย์กลางของรู โดยทั่วไปถือว่ารูที่กลึงแล้วมีความลึกมาก ต้องใช้เทคนิคพิเศษในการเจาะรูลึกถึง 300 เส้นผ่านศูนย์กลาง และสามารถเจาะได้ด้วยระบบท่อเดี่ยวหรือท่อคู่ กระบวนการที่ยาวนานของการตัดเฉือนที่ด้านล่างของรูเหล่านี้ต้องใช้จลนศาสตร์เฉพาะ การกำหนดค่าเครื่องมือ และคมตัดที่ถูกต้องเพื่อให้ห้อง ร่อง เกลียว และฟันผุสมบูรณ์ เทคโนโลยีแผ่นรองรับเป็นอีกหนึ่งสาขาที่สำคัญ และมีความสำคัญมากในการเจาะรูลึกด้วย ตอนนี้มันกำลังก้าวหน้าอย่างมากในฐานะส่วนหนึ่งของเทคโนโลยีการตัดเฉือนรูลึก ซึ่งรวมถึงมีดที่มีคุณสมบัติเหมาะสมสำหรับสาขานี้ซึ่งให้ประสิทธิภาพที่สูงขึ้น
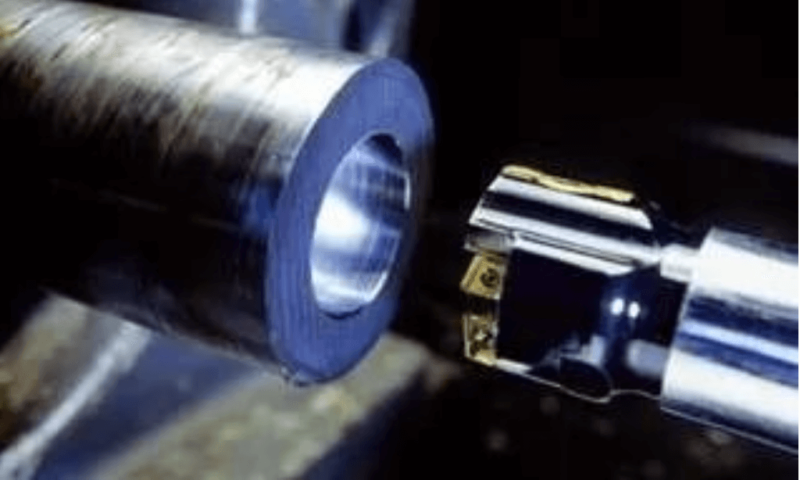
รูปที่ 2 ในการประมวลผลรูลึก รูที่มีเส้นผ่านศูนย์กลางเล็กกว่า 1 มม. จะถูกประมวลผลโดยการเจาะด้วยปืนคาร์ไบด์ แต่สำหรับรูที่มีขนาด 15 มม. ขึ้นไป โดยทั่วไปจะใช้ดอกสว่านที่มีขอบเชื่อม และสำหรับรูที่มีขนาด 25 มม. ขึ้นไป จะใช้สว่านโรตารี่ ดอกสว่านแบบใบมีดสามารถดำเนินการเหล่านี้ได้อย่างมีประสิทธิภาพมากทั้งในระบบท่อเดียวและระบบท่อคู่อีเจ็คเตอร์ ศูนย์ระดับโลกของ Drillstar สำหรับการตัดเฉือนรูลึกให้ทรัพยากรสำหรับการพัฒนา การออกแบบ และการทดสอบสำหรับการพัฒนากระบวนการชิ้นส่วนในอุตสาหกรรม นอกเหนือจากการใช้งานในปริมาณน้อย ศูนย์ยังทำงานอย่างใกล้ชิดกับอุตสาหกรรมที่ต้องการผลผลิตชิ้นส่วนที่สูงขึ้น และสัมผัสกับรูคุณภาพสูงจำนวนเล็กน้อย เช่น เครื่องแลกเปลี่ยนความร้อนและบิลเล็ต
โอกาสในการประดิษฐ์
ข้อกำหนดด้านการผลิตในปัจจุบันต้องการโซลูชันการตัดเฉือนรูลึกที่แตกต่างจากการเจาะรูลึกโดยสิ้นเชิง แม้แต่ในเครื่องมัลติทาสกิ้ง วิธีนี้จำเป็นสำหรับการตั้งค่าครั้งเดียว ตัวอย่างเช่น ในการตัดเฉือนรูที่มีความลึกหลายเมตร เส้นผ่านศูนย์กลางประมาณ 100 มม. จะต้องขันปลายด้านหนึ่ง และช่องด้านในที่เจาะเข้าไปในรูจะมีเส้นผ่านศูนย์กลางใหญ่กว่า โดยปกติ เมื่อการเจาะเสร็จสิ้น หลังจากที่ชิ้นส่วนถูกย้ายไปยังเครื่องกลึงแล้ว คุณลักษณะเหล่านี้จะถูกเพิ่มเข้าไปในรูผ่านกระบวนการคว้าน การตัดเฉือนรูลึกได้รวมเอาความสามารถของเครื่องมือตัวเดียวในการทำงานในภายหลังโดยไม่มีข้อจำกัดในการปรับเครื่องจักร เทคโนโลยีเครื่องมือใหม่นี้ได้ขยายขีดความสามารถในการปฏิบัติงานแทนเพื่อให้มีประสิทธิภาพมากขึ้นในการประมวลผลคุณลักษณะที่มีความต้องการเหล่านี้ภายในข้อจำกัดที่เข้มงวดมากขึ้น
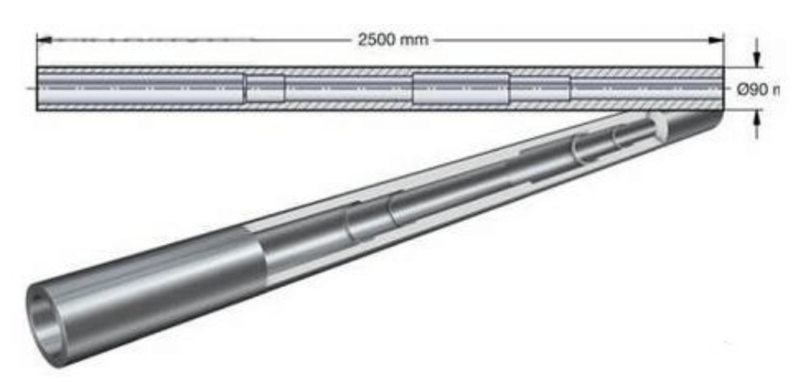
ตัวอย่างของการตัดเฉือนคุณลักษณะที่มีประสิทธิภาพโดยใช้เทคนิคการตัดเฉือนรูลึกคือชิ้นส่วนสำรวจน้ำมัน ชิ้นส่วนดังกล่าวมีความยาวประมาณ 2.5 ม. และมีลักษณะเฉพาะที่ซับซ้อนและมีความคลาดเคลื่อนสูง เพื่อให้ได้ค่าความคลาดเคลื่อนที่จำกัดและผิวสำเร็จที่ยอดเยี่ยม ขั้นแรกให้ระบบเครื่องมือต้องเจาะรูขนาดเส้นผ่านศูนย์กลาง 90 มม. ตามด้วยการเก็บผิวละเอียดด้วยรีมเมอร์แบบลอยตัว รูขนาดเส้นผ่านศูนย์กลาง 115 มม. ถูกคว้านและคว้านให้ได้ความลึก 1.5 ม. พาร์ติชั่นอื่นเข้าไปในรูประมาณครึ่งทาง จากนั้นรีมและรีมด้วย และจบด้วยการลบมุม สุดท้าย คว้านและคว้านคว้านเพื่อสร้างห้องภายในสองห้องที่มีการลบมุม
เครื่องมือแมชชีนนิ่งรูลึกพิเศษของศูนย์แมชชีนนิ่งรูลึกระดับโลกนำเสนอโซลูชันการกำจัดที่ไม่ได้มาตรฐานซึ่งเหมาะสำหรับชิ้นส่วนอุตสาหกรรมพลังงานนี้ ขยายเวลาการตัดจากมากกว่า 30 ชั่วโมงเป็น 7.5 ชั่วโมง โซลูชันการจัดการเครื่องมือแบบกำหนดเองนี้ให้ค่าความเผื่อที่เข้มงวดและผิวสำเร็จที่จำเป็นตลอดรูที่ค่อนข้างซับซ้อน กระบวนการนี้ประกอบด้วยการเจาะลึกหนึ่งรูและการเก็บผิวละเอียดด้วยการหยุดรีมเมอร์แบบลอยตัว หลังจากไปถึงความลึก 1.5 ม. การรีมและการรีมของรูขนาดเส้นผ่านศูนย์กลาง 115 มม. ก็หยุดลง จากนั้นหยุดการรีมและรีมและลบมุมส่วนที่สั้นกว่าในรูลึกอีกช่องหนึ่ง สุดท้าย หยุดการคว้านและรีมสร้างห้องสองห้องที่มีการลบมุม
ในการตัดเฉือนแบบทั่วไป ชิ้นส่วนนี้ใช้เวลามากกว่า 30 ชั่วโมงในการตัดเฉือนบนเครื่องจักร โซลูชันการตัดเฉือนรูลึกพร้อมเครื่องมือเฉพาะช่วยลดเวลาลงเหลือ 7.5 ชั่วโมง
การปรับปรุงประสิทธิภาพ
แตกต่างอย่างสิ้นเชิงจากการหนีบแบบหลายการทำงาน การใช้เทคโนโลยีการตัดเฉือนรูลึกยังช่วยปรับปรุงประสิทธิภาพการผลิตในชุดขนาดใหญ่ได้อีกด้วย ไม่น่าแปลกใจที่เวลาในการตัดจะลดลง 80% ตัวอย่างของความสามารถที่ได้รับการพิสูจน์แล้วคือความรู้ความชำนาญในการออกแบบเครื่องมือและเม็ดมีดเพื่อเพิ่มความปลอดภัยในการรับน้ำหนักของคมตัดสูงสุด การทำโหลดบาลานซ์และการดำเนินการตัดที่เหมาะสมกับจำนวนเม็ดมีดที่เหมาะสมช่วยให้ได้อัตราการเจาะที่สูงขึ้น ส่งผลให้เวลาการตัดเฉือนสั้นลง ในแง่ของความแม่นยำ ความคลาดเคลื่อนน้อยเป็นลักษณะพิเศษของการตัดเฉือนรูลึก โดยที่รู 70% มีเส้นผ่านศูนย์กลางภายในแบบศูนย์กลาง โดยมีพิกัดความเผื่อทั่วไป 0.2 มม. และพิกัดความเผื่อของเส้นผ่านศูนย์กลาง 20 ไมครอน
รูลึกนอกเส้นกึ่งกลาง
อีกตัวอย่างหนึ่งของความรู้ด้านเครื่องมือและการใช้งานที่จำเป็นสำหรับการเจาะรูคือการตัดเฉือนรูที่ลึกมากในเพลาเครื่องกำเนิดไฟฟ้าในโรงไฟฟ้า ในกรณีนี้ ผู้เชี่ยวชาญด้านอุตสาหกรรมการผลิตไฟฟ้า DrillStar จะต้องดำเนินการชิ้นส่วนเหล็กหลอม 90 ตันในลักษณะที่ไม่สมมาตรกับเส้นกึ่งกลางของเพลา ซึ่งรูนั้นมีความยาวเกือบ 5.5 เมตร และมีเส้นผ่านศูนย์กลางมากกว่า 100 มม. ต้องเจาะรูลึกดังกล่าวในมุมหนึ่ง และพิกัดความเผื่อของตำแหน่งต้องอยู่ภายใน 8 มม. เมื่อถอนออก
ทิศทางการเจาะ การหักเศษและการคายเศษ และการไม่มีเศษของเสียจากเพลาที่กลึงล่วงหน้าเป็นสิ่งสำคัญสำหรับการใช้งานนี้ โซลูชันเครื่องมือประกอบด้วยดอกสว่านพิเศษและแผ่นรองรับใหม่ การทดสอบการเจาะดำเนินการก่อนการใช้งานกับเพลา ซึ่งพิสูจน์แล้วว่ามีประสิทธิภาพและเชื่อถือได้มากกว่า และตำแหน่งทางออกอยู่ภายใน 2.5 มม. จากเป้าหมาย
ในหลายกรณี การใช้เทคนิคการเจาะรูสมัยใหม่ได้แสดงให้เห็นการลดเวลาการตัดเฉือนลงอย่างมาก จากหลายชั่วโมงเหลือน้อยกว่าหนึ่งชั่วโมง และทำให้คุณสมบัติที่ซับซ้อนหลายอย่างสามารถแปรรูปได้










cần mua bộ dụng cụ gia công lỗ sâu Ф 100mm
Good morning, sir., I’m Morison LIU, the sales manager of AG carbide company, a Chinese gun drill and machine tool manufacturer. I’m glad to receive your message. What is your email or WhatsApp address? I can tell you more about the product.